






Линия шириной 175 мм
Технические характеристики
| Параметры | LCR-175 |
| Ширина валков | 180 мм |
| Максимальная ширина пленки (без обрезки) | 150 мм |
| Максимальная ширина фильеры | 150 мм |
| Диаметр валков (все 3 валка) | 145 мм |
| Мощность мотора привода валков | 0.37 кВт |
| Зазор размыкания валков при помощи гидравлики | 50 мм |
| Зазор между валками | 0.1 – 6мм |
| Скорость протяжки | 0.5 – 15 м/мин |
| Максимальный диаметр намотки плёнки | 300 мм |
| Мощность нагрева водяной системы | 6 кВт |
| Мощность насоса водяной системы нагрева | 0.55 кВт |
Описание
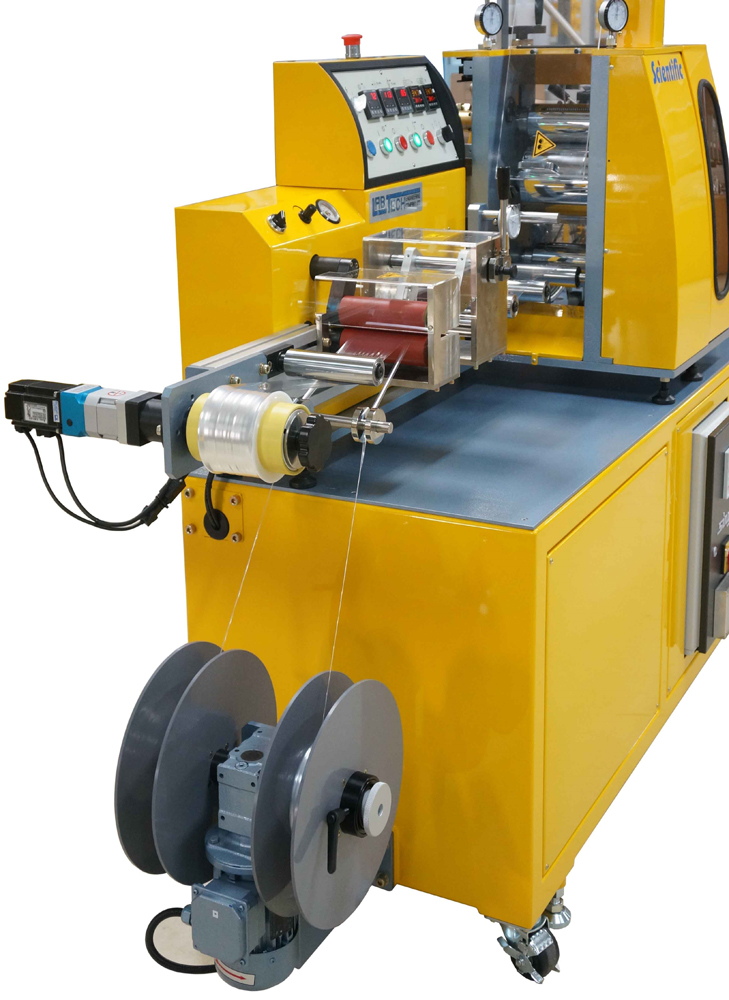
Линии проката многослойной пленки и листа серии Scientific тип LCR-175 или LCR-175 HD предназначены для экструзии и соэкструзии однослойной или многослойной (до 7 слоев) пленки или листа. Вариант линии с гидравлическим прижимом верхнего валка имеет индекс HD
Имеется несколько версий линий с компьютерными панелями управления и весовыми бункерами, обеспечивающими удобство работы и точность регулировки слоев пленки
Блок валков линия проката пленки и листа может устанавливаться в вертикальном или горизонтальном положении относительно фильеры экструдера. Верхний валок служит для полировки, а нижний для охлаждения проката. Все три валка имеют ширину 180 мм
Валки выполнены из инструментальной стали с поверхностной твёрдостью 60 HRC, поверхность валков хромирована и отполирована до зеркального блеска 2 - 4 RMS
Каждый валок имеет вращательное соединение с патрубком для подачи, охлаждающей/нагревающей воды, циркулирующей по каналам внутри валка, что обеспечивает эффективное управление температурой. Ввод воды в каждый валок оборудован клапаном для регулировки потока воды. Верхний и нижний валки оборудованы пневматической системой смыкания или размыкания. Опционально верхний валок может быть оборудован гидравлической системой (РВ) прижима к среднему валку для оптимизации управления толщиной пленки или листа.
Валки приводятся во вращение при помощи редуктора и мотора переменного тока с частотным инвертором для регулировки скорости вращения.
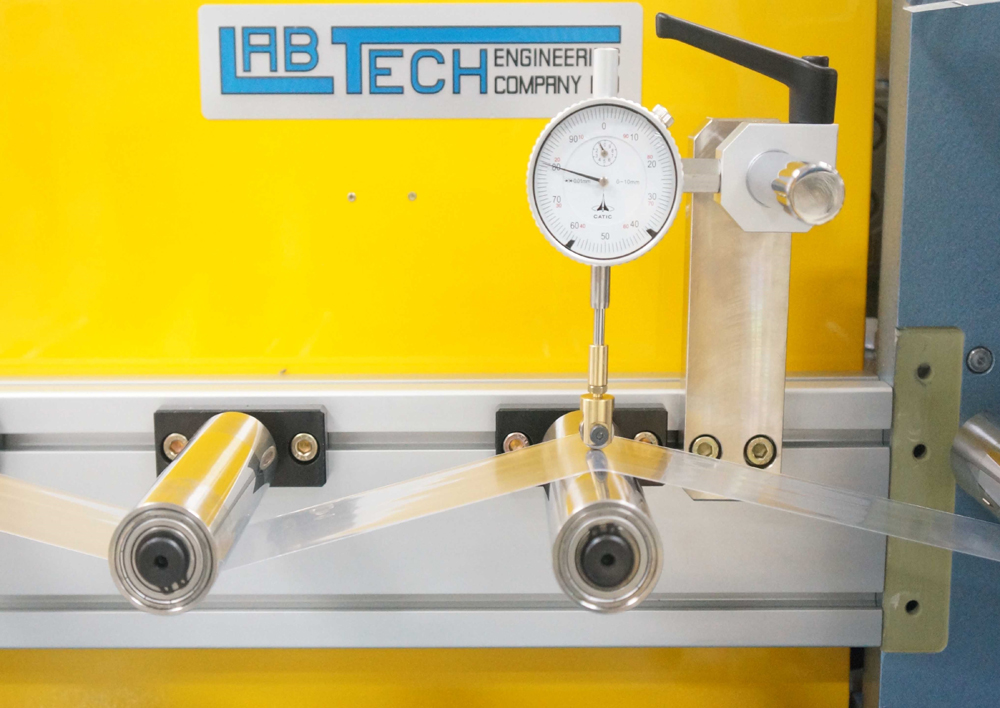
Протягивающие пленку или лист валки имеют покрытие из резины и обеспечивают равномерное протягивание пленки от сборки из 3-х охлаждающих валков.
Система намотки пленки может наматывать пленку с шириной до 175 мм. Система снабжена расширяющимся валом для установки бобин диаметром 5 см.
Линейная скорость намотки может регулироваться в диапазоне от 0 до 15 метров в минуту. Цифровой индикатор скорости намотки расположен на панели управления
Промежуточные поддерживающие пленку ролики расположены между охлаждающими валками и протягивающими валками.
На панели управления линией расположены следующие элементы
- Два цифровых регулятора скорости вращения (об/мин) и кнопками ВВЕРХ/ВНИЗ для регулировки скорости вращения сборки охлаждающих валков и блока намотки пленки
- Два регулятора температуры для 150 мм плоскощелевой фильеры (один для левой, другой для правой стороны)
- Кнопки Вкл и Выкл и Кнопка аварийной остановки
